新能源PACK整线方案解决提供商
English
- 网站首页(yè)
-
产(chǎn)品及解(jiě)决方案(àn)
以(yǐ)匠心造精品
-
关于鑫德激光(guāng)
以诚挚待客户
-
新闻(wén)动态
以创新(xīn)谋发展
-
招贤纳士
以担当(dāng)谱(pǔ)新篇
- 技术服务
锂离子(zǐ)电池加工激光(guāng)焊(hàn)接工艺和原理概(gài)述
锂电池行业经过多(duō)年的(de)发展,从最初的交流脉冲点焊机到储能点焊机、中频点焊(hàn)机、晶体(tǐ)管式点焊(hàn)机,再到(dào)激光(guāng)点焊机,点焊(hàn)设备不断升级,点焊的品质也不断提高(gāo)。但是我们也经常看到各种点焊(hàn)机在同一生产车间(jiān)齐聚一堂,发(fā)挥着(zhe)各自的作用,性能差的点焊机(jī)并没有被淘汰(tài)出局,这是为什么(me)呢?我们就从各种点(diǎn)焊机的原理去深入(rù)了解(jiě)它们的性能。
交流(liú)脉冲(chōng)点焊机
通过单片机控制可控硅(guī)截取交流脉冲电压给(gěi)焊接变压器初级线圈,变压器(qì)再将高(gāo)压脉冲(chōng)转换成(chéng)低压大(dà)电流输出到点(diǎn)焊针放电(diàn)点焊。
交流脉(mò)冲点焊机的优点是成本低,故障率低。缺点是可控硅一旦触发导通(tōng),其关(guān)断必须(xū)要等到交流电过零点才能关断,这样导致焊接时间延长,随着时间的延长,其焊接的功率(lǜ)越(yuè)来越低,因此,延长的焊接时间对焊接效果毫无益处,只会徒增焊点温(wēn)度,容(róng)易(yì)造成功(gōng)率调小了虚(xū)焊,调大了炸焊、熔(róng)锡等。这个现象在保护板镍片点焊时很常见,因为保护板焊盘底下的锡很(hěn)敏感,这点反(fǎn)应映出交流脉冲点焊温度高不争的事实。所以在(zài)点焊铝壳负极或钢壳(ké)正(zhèng)极时,由于其铆钉面积较小,不容易散热,经常出现密封圈烧熔的现象,还(hái)有保护板镍片点焊容易出(chū)现虚焊或焊盘熔掉的现象。
储能点焊机
储能点焊机(jī)放电能量集中,焊接时(shí)间短,成本也比(bǐ)较低(dī),非常适合电池点焊。但是它焊接火花飞溅大,故障率比(bǐ)较高,储能电容的容量衰减也(yě)会导致焊接性能下降,特别是(shì)近年焊接自动化的兴起,受制于储能电容的充电时间,无法快(kuài)速稳定输出焊接能量,因此它只适合用于手动点(diǎn)焊作业。
中频(pín)焊接电源
逆变焊(hàn)机的频率和控制方(fāng)式是判断其(qí)性能(néng)的重要指标。一般1-10KHz逆变频率统称为(wéi)中频,10KHz以上称为高频。控制方式上原边定电流(liú)是比较理想的控制方式,原边定(dìng)电流采用闭环控制(zhì),能(néng)根据实际输出电(diàn)流(liú)调(diào)整高频脉冲宽度,做得差一(yī)些的则采用固定脉宽调制,属于开环控制,由(yóu)于点焊时点焊针(zhēn)及焊(hàn)件本身都会对焊接造成很大(dà)影响,所以稳定性相对较差。中频焊接电源频率一般(bān)在4-5KHz比较好,一方面在输出端能获得稳定的焊(hàn)接(jiē)波形,另一方面在这个频段能反馈和控制(zhì)较大的放电电流,变压器需要一定的响(xiǎng)应时间,频率太高,电流做(zuò)不大。
晶体管式焊接电源
最理想(xiǎng)的电阻焊接电源,不需要焊接变压器,电流上升快,直接高频输出电流波形,可(kě)以选择定电流、定(dìng)电压或定电流定电压控制(zhì)方式,但是它也有价格昂贵的缺点。
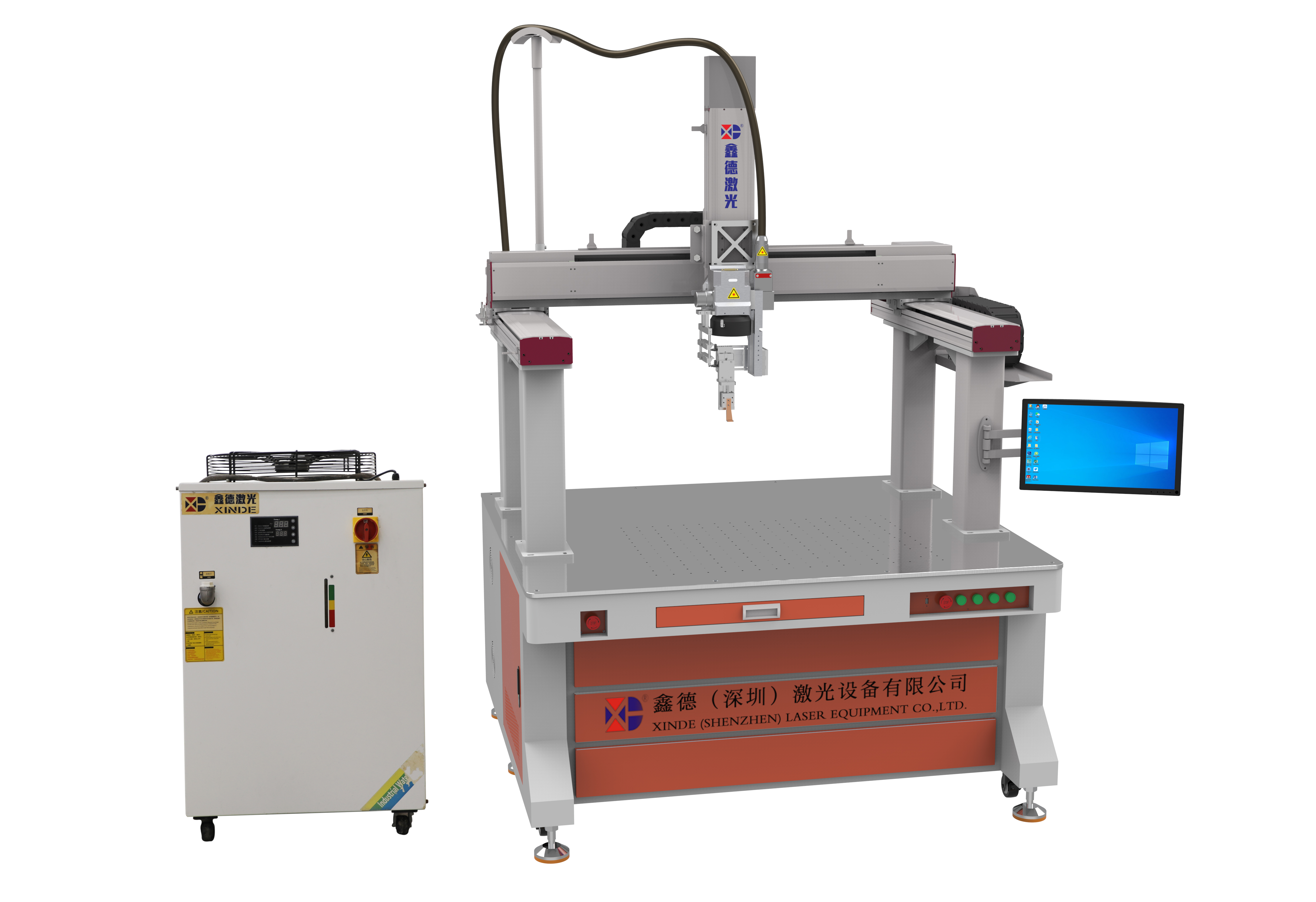
激光点焊(hàn)机
由晶体、氙灯、聚(jù)光腔、光学谐振腔、冷却滤光部件及(jí)激光电源等几部分(fèn)组成。在(zài)电池行(háng)业钢壳、铝壳盖板焊接早已广泛(fàn)应用,近年来在(zài)聚合物PACK保(bǎo)护板点焊(hàn)也开始使用。相对于电阻焊,激光焊机有不(bú)需要修磨点焊针,焊接牢固,焊点均(jun1)匀,不易产生(shēng)虚焊的(de)优点,但也有价(jià)格昂贵(guì),维护成本高等缺陷(xiàn)。

从锂离子电池电芯的(de)制造到电池PACK成组(zǔ),焊接都是(shì)一道很重要的制造工(gōng)序,锂离子电池的导电性、强度、气密性、金属(shǔ)疲劳和耐腐蚀(shí)性,是典型的(de)电池焊接质量评价标准。焊接方法和焊接工艺的选用,将(jiāng)直接影响锂离子电(diàn)池的成本、质量、安全以及锂离子电池的一致性。
在众多焊(hàn)接方式中,锂离子电池加工激光焊接以(yǐ)如(rú)下(xià)优势(shì)脱颖而出(chū):首先,激光焊接能量(liàng)密度高、焊接变形小、热影响区小,可以有效地提高制件精度,焊缝光滑无杂质、均匀致密、无需附加的打磨工作;其次,激光焊接可精确控制,聚焦光点小,高精度定位,配合机械手臂易于实(shí)现自动化(huà),提高焊接效率,减(jiǎn)少工时,降(jiàng)低成本;另外,激光焊接薄板材或细径(jìng)线材时,不会(huì)像电弧焊接那样容(róng)易(yì)受到回熔的困扰。
激(jī)光焊接(jiē)的工艺优势就(jiù)在于(yú)可以焊接的材质种类广(guǎng)泛,能够实现不同材料之(zhī)间的(de)焊接。在动力锂离子电池焊接(jiē)过程中,焊接工艺技术人员会根据电池材料、形状、厚度、拉力要求(qiú)等选择合适的(de)激光(guāng)器和焊接工艺参数,包(bāo)括焊(hàn)接速度、波(bō)形、峰值、焊头倾斜角度等来设置合理(lǐ)的焊接工艺参数,以保证最终的(de)焊接效果(guǒ)满足动力锂电池厂家的要求。




欢(huān)迎来电咨(zī)询:177-2247-7738
深圳总部:广东省深圳市龙岗区红棉三路240号4楼
安徽生产基地:安徽省池州市贵池(chí)区江之南孵化科(kē)技园A1栋4楼
江苏分公司:江苏省无锡市锡山区安镇镇锡锡东大道3528号
浙江湖分公(gōng)司:浙江省杭州市萧山区瓜沥(lì)镇坎山路333号(hào)一栋408
重庆分公司:重(chóng)庆市九龙坡区金科机电城C区(qū)108号

官方微信(xìn)服务号(hào)

官方视频(pín)号

官方抖音号
Copyright © 2022  鑫德(深圳)激光设备有限公司 All Rights Reserved. 粤ICP备18130442号
鑫德(深圳)激光设备有限公司 All Rights Reserved. 粤ICP备18130442号

-
在线咨询
- 联系电话
- 手机177-2247-7738
- 微信公众号
- 官方抖音
- 官方视频号
- 返(fǎn)回顶部